
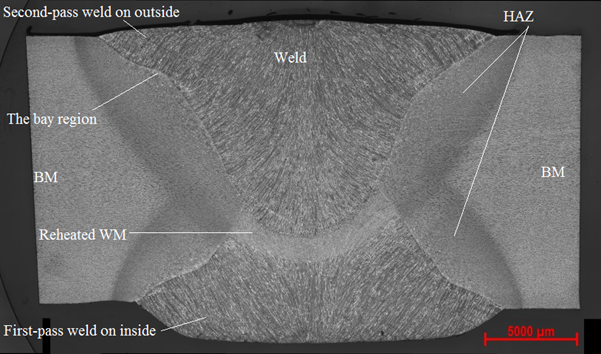
Figure 1: Macrograph of a TC128B circumferential weld
Background
The primary method of fabricating tank cars is by welding formed sections of steel together. The Weld Metal (WM) can have significantly different performance characteristics than the Base Metal (BM) due to differences in element composition and microstructure that occur during the welding process. Although WM is often stronger than the BM in static tests, the WM is also often more brittle than the BM in dynamic tests meaning that it is more likely to fracture during an impact. The welding process also creates a Heat Affected Zone (HAZ) in the BM adjacent to the weld, which due to the heating and cooling cycle of the weld, will perform differently than the BM and WM. A macrograph showing the cross-section of a TC128B weld is shown in Figure 1.
Tank cars often operate in cold temperatures where all steels become more brittle. Since WM can be more brittle than the BM it is important to test WM at low temperatures. Tank cars can also be exposed to high temperatures if they are involved in fire incidents. Tank car shells have longitudinal welds that travel along the length of the cars and circumferential welds. Longitudinal and circumferential welds are included in this work and were tested at both high and low temperatures.
Objectives
The objective of this work was to characterize and quantify the performance of the welds on non-pressure tank cars (TC128B steel) from -80 to 850 °C. This information was needed to determine if models to assess tank car performance in fires, and models to assess tank car performance in derailments at cold temperatures, need to treat weld material differently than the tank car base metal. This report summarises work completed by Natural Resource Canada’s CanmetMATERIALS (CMAT) team at the request of Transport Canada’s (TC) Transportation of Dangerous Goods (TDG) Directorate between 2017 and 2021. The results of this work are presented in 2 (two) reports (published in 2019 and 2021) and summarized here.
Methods
The test sample used was from a TC-117 rail tank car, which is a non-pressure tank car. Several methods were used to quantify the performance of TC128B welds.
The elemental composition in the weld and base metal was measured using spectroscopy.
The strength or ability of the material to carry a load was measured using tensile tests. Cross weld tensile tests were used as a simple comparison between the strength of the BM and the WM.
The microstructure, which is the microscopic structure of the steel, was observed using optical microscopy. The microstructure has a significant influence on the performance of steel. The fracture surfaces of failed samples were investigated using Scanning Electron Microscopy (SEM).
The change in strength from the BM across the HAZ and WM was measured using a micro-hardness indenter.
The toughness, or ability of the weld to withstand an impact or resist cracking, was measured using Charpy V-Notch (CVN) tests, which determines the CVN energy. A material with low CVN energy is considered brittle.
Results
The elemental composition of the WM was found to be within specification. The oxygen content was higher than the BM. The carbon content of the WM was considered high by weld standards but still within specification.
The microstructure of the WM and HAZ was consistent with expected results. The weld centerline has a coarse-grained structure, as shown in Figure 2. Coarse grain structure is undesirable because it can reduce a materials ductility though it is usually unavoidable in welds.
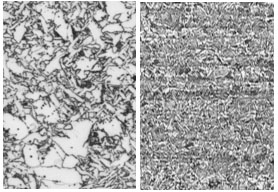
Figure 2: Coarse WM centerline microstructure (left) and fine grain BM microstructure (Right)
Cross weld tensile tests conducted from 60 °C to 850 °C indicated that the WM is stronger than the BM. This was the desired result. The ultimate tensile strength (UTS) of the samples decreased as the testing temperature increased.
The change in strength across the longitudinal weld was measured using micro-hardness, the measure of localized resistance to permanent (plastic) deformation. Hardness is not the same as strength, but it does correlate with strength for a given material. Micro-hardness can be measured on a much smaller scale than strength and is therefore useful in evaluating welds. The micro-hardness is lower in the BM, ramps up in the HAZ and is consistently higher through the WM. This is expected and is consistent with the cross weld tensile tests.
CVN testing was used to measure the toughness of the BM, and of longitudinal and circumferential welds. CVN measures the amount of energy a pre-notched sample absorbs during an impact. Tests were conducted at temperatures from -80 °C to 23 °C. The results are shown in Figure 3. These curves are referred to as Charpy transition curves because they show how the material transitions from high toughness and ductility at higher temperatures to brittle, low toughness at low temperatures. This behavior occurs in all steels. CVN values of WM were significantly lower than those of BM and HAZ specimens. The initial test results at 34 °C (29J, 13J, 24J), did not meet the benchmark of AAR specification requirements for pressure tank cars (M-1002) of an average of 20.3 J and a minimum of 13.6 J. The subsequent retest (20 J, 19 J, 20 J) also did not meet the retest specification. M-1002 is a manufacturing specification and does not include provisions for performing Charpy tests on in-service or ex-service welds but was used for comparison as there is no alternative in-service test. Also, this weld specification criteria applies to pressure tank cars, not the non-pressure tank car tested in this study, as there currently is no similar standard for non-pressure tank cars. However, the results indicate that Charpy testing is important for tank cars in low-temperature climate applications.
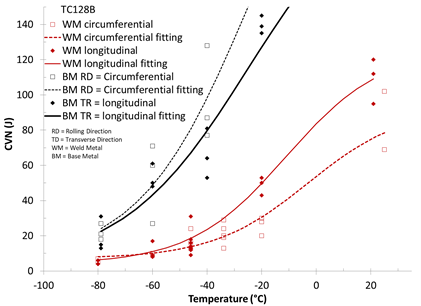
Figure 3: Charpy transition curve of TC128B weld and base metal
The fracture surfaces of two Charpy specimens were examined using SEM, one tested at 25 °C with CVN=69 J, and another tested at -46 °C with CVN=13 J. The specimen with CVN=69 J showed approximately 35% ductile and 65% brittle fracture. The 13 J specimen displayed cleavage fracture with no discernible ductility (Figure 4). The SEM fractography examinations indicate that low TC128B WM toughness was associated with weld microstructural constituents and/or inclusions, and not weld flaws.
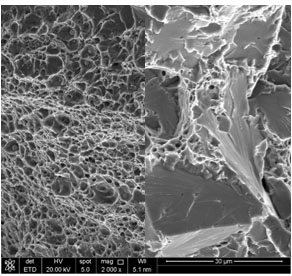
Figure 4: SEM fractographs of ductile fracture (left) and brittle cleavage initiation (right) in Charpy WM specimens tested at 25 and -46 °C
Conclusions
The composition, microstructure, tensile strength, and hardness of non-pressure tank car TC128B welds were within specification. The tensile strength of cross-weld specimens decreased with increasing temperature, particularly at temperatures greater than 600 °C. Above 700 °C, the WM may become weaker than the BM. In rail tank car fire models, this difference in strength for thermally protected tank cars is not likely to lead to significant differences in outcome and may not warrant including the weld material properties in the material models. The impact toughness of the BM and HAZ met AAR specification; however, toughness decreased as temperature decreased, and the circumferential WM impact toughness at 34 °C was found to be lower than the benchmark of AAR specification requirements for pressure tank cars. This reduction in toughness may play a role in low temperature incidents and could be investigated further. SEM fractography showed that that low TC128B WM toughness was associated with weld inclusions rather than weld defects.
All samples tested were taken from a new DOT-117 tank car donated by the United States Department of Transportation (DOT) Federal Railroad Administration (FRA). The results presented here are not necessarily representative of all DOT-117 tank cars.
Future action
Given the reduction in toughness in WM at lower temperatures, suggested future work includes the review of data on incidents in cold weather to see if they were a source of failure. Additional samples of non-pressure tank car welds can also be assessed to identify if the reduction in toughness at low temperature occurs commonly, or if it was an outlier result for the weld tested in this work. If the reduced toughness of welds at lower temperature appears to lead to failures, based on the incident data, then the low temperature toughness of other common tank car materials, such as A516, or ASTM A572, which is commonly used in stub sills, could also be investigated.
References
Characterization of microstructure, tensile (23°C to 850°C) and Charpy transition curves of a current tank car steel (TC128B) circumferential weld (2019)
Authors: S. Xu, J. McKinley, J. Chen, J. Liang, and A. Laver (NRCan)
TP: TP 15515
ISBN: 978-0-660-42411-8
Catalogue Number: T86-74/2022E-PDF
Evaluation of Current Tank Car TC128B Steel Weld Performance (2021)
Authors: S. Xu, J. Chen, J. McKinley, J. Liang, L. Yang and A. Laver (NRCan)
TP: TP 15470E
ISBN:
978-0-660-37902-9 (PDF)
978-0-660-37903-6 (paper)
Catalogue Number: NR24-86/2021E-PDF
Acknowledgements
This study was funded by Transport Canada and conducted by Natural Resources Canada.
Contact
To obtain a copy of the report, please contact us:
TDG Scientific Research Division
TC.TDGScientificResearch-RecherchescientifiqueTMD.TC@tc.gc.ca
Keywords
TC128B, TC 117, Tank Car, Weld, Charpy Testing, Tensile Testing